欢迎访问中实洛阳机械工程科技有限公司官网!








塑衬线膨胀系数对公差的影响
发布时间:
2024-03-07
来源:
塑衬作为缠绕式提升机的常用部件,塑衬材料和卷筒材料的线膨胀系数不同,二者随温度变化存在变形。介绍了线膨胀系数对塑衬长度、节距和宽度的影响,分析了温度变化下的塑衬变形,给出了塑衬长度、节距以及宽度等参数或推荐公差,为塑衬的设计和生产单位提供参考。
矿井提升机是联系矿山地面与井下的重要装备,主要用于将工作面的矿石及废石输送到地面,提升或下放地下生产所必须的材料和物质,运输人员等,是矿山的咽喉装备。单绳缠绕式矿井提升机在矿山的应用非常广泛,这种提升机的工作原理为:提升钢丝绳的一端固定在提升机的卷筒上,在卷筒上缠绕后,绕过天轮并提起井筒中的提升容器,通过提升机卷筒转动控制钢丝绳在卷筒上的收放,从而完成提升容器的提升或者下放。提升钢丝绳在卷筒上的缠绕和排绳情况,不仅影响钢丝绳的使用寿命,还直接影响提升系统的安全性和稳定性。
目前,国产缠绕式提升机大多配备了螺旋绳槽塑料衬板 (以下简称塑衬),其材质是工程塑料,塑衬上加工有螺旋排列的绳槽。塑衬具有质量轻、机械强度较高、耐磨、耐油、耐潮湿等特点;它使用方便,具有良好的经济性。塑衬材质的弹性模量低于钢衬,可以降低钢丝绳与绳槽的接触应力,从而减少钢丝绳的磨损,延长钢丝绳的使用寿命。
塑衬在我国提升机上已成功应用了数十年。近年来,我国地下矿产资源的开采向深层扩展,开采深度不断增加,缠绕式提升机的规格越来越大,卷筒宽度越来越宽,应用塑衬的提升机规格也随之越来越大。卷筒直径已经从最初的 1.6 m 增大到 5.5 m,甚至 6.0 m;卷筒宽度已经从最初的 1.2 m 增加到 3.0 m以上。塑衬与卷筒采用不同材质,两者的线膨胀系数并不相同。在温度变化时,线膨胀系数对塑衬尺寸的影响已不可忽略,本研究主要探讨线膨胀系数对塑衬尺寸的影响,并提出相应的建议。
1 塑衬
1.1 塑衬的结构及安装
单绳缠绕式矿井提升机的总体结构如图 1 所示,塑衬的结构及其在提升卷筒上的安装如图 2 所示。塑衬安装在两挡绳板之间,用螺栓组件固定在卷筒上。
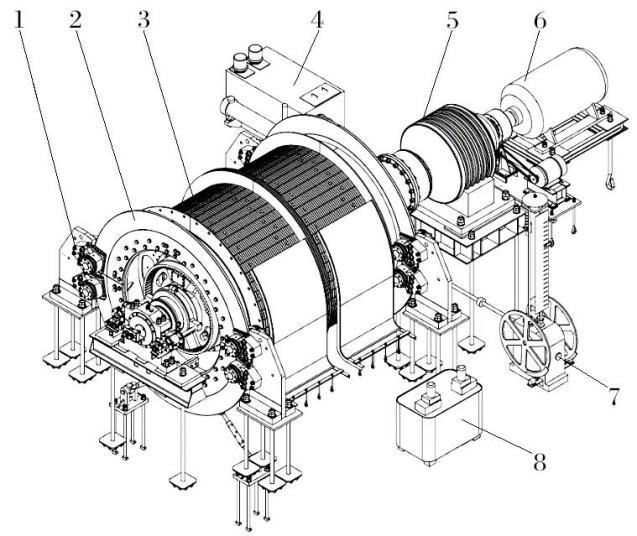
图1 缠绕式提升机的结构
1.制动器 2.主轴装置 3.塑衬 4.润滑站 5.减速器 6.电动机 7.深度指示器 8.液压站

图2 塑衬的结构及其在卷筒上的安装示意
1.2 塑衬的生产与装配
塑衬生产及安装的主要步骤如下:
(1) 调配塑衬材料,装入挤出机;
(2) 加热挤出机;
(3) 将塑衬材料从挤出机中挤出;
(4) 将挤出的塑衬材料放入模具中压制;
(5) 削除塑衬飞边;
(6) 压制塑衬绳槽;
(7) 划线,采用锯床将塑衬加工出所需长度;
(8) 加工塑衬底部倒角;
(9) 给每块塑衬编号;
(10) 将塑衬运输至提升机安装车间;
(11) 在塑衬上钻孔,逐块将塑衬安装到卷筒上;
(12) 修配安装最后一块塑衬。至此,塑衬安装完毕。
塑衬应用于缠绕式矿井提升机上,塑衬的主要参数有塑衬长度 L、节距 T、绳槽半径 R、上表面宽度B、下表面宽度 b 等。缠绕式提升机应在无爆炸介质、空气温度为 5~ 40℃ 的环境中工作。可见,塑衬应用的最低温度为 5℃,最高温度为 40℃。同时,根据相关标准,塑衬尺寸要在标准温度 23±2℃ 的状态下静置 24 h 后再进行测量。根据塑衬的加工过程,上述参数采用的工序和测量时的温度如表 1 所列。
表1 塑衬主要参数所采用的工序、检测与应用温度

由表 1 可知,以平均检测温度 23℃ 考虑,塑衬最高应用温度为 40℃,比检测温度高 17℃;最低应用温度为 5℃,比检测温度低 18℃。以此为条件,计算随温度变化时塑衬与卷筒的相对变形量。
需要注意的是,采用锯床加工塑衬长度时,如果环境温度并不是国标规定的 23±2℃,而是低于该温度 (这种情况在冬季加工塑衬时较容易出现),则可能出现温升变化大于 17℃ 的情况;如在环境温度为5℃ 的情况下,锯出塑衬长度,而提升机现场最高温度达到 40℃,则温升可能高达 35℃。
2 塑衬与卷筒材料的相对变形
塑衬采用工程塑料,安装在金属材质 (Q345) 的卷筒上,两种材质的线膨胀系数存在显著不同。温度变化时,因工程塑料的线膨胀系数大于 Q345 的线膨胀系数,两种材料存在变形,其计算公式如下:
 两种材料之间的相对变形
两种材料之间的相对变形

式中:ΔL塑 为塑衬的变形量,mm;α塑 为工程塑料的线膨胀系数,α塑=(10.8~ 11.2)×10-5/℃;αQ345 为Q345 的线膨胀系数,αQ345=(10.6~ 12.2)×10-6/℃;Ly 为材料初始长度,mm;Δt 为温度变化量,℃。
3 线膨胀系数对塑衬长度的影响
3.1 塑衬长度的设计及影响因素
塑衬安装在提升机卷筒的两挡绳板之间,其长度的设计公称尺寸与卷筒宽度尺寸相同。考虑到挡绳板本身的形位公差以及可能发生的变形、挡绳板和卷筒表面的洁净度、塑衬安装时可能发生倾斜等因素,目前塑衬的设计与生产单位通常按照提升卷筒宽度减去 5~ 10 mm 来设计塑衬长度的极限尺寸。这也符合 JB/T 10994—2010《缠绕式矿井提升设备用塑料衬板》中对塑衬长度的规定。经与标准制定单位的交流,了解到该规定并未考虑温度变化对塑衬长度的影响。
3.2 温度变化及相对变形量
塑衬长度由锯床加工,检测温度为加工时车间的环境温度。若冬天加工而成,则环境温度为 5 ℃ 左右,和使用温度相比,温差为 35 ℃。由式 (1)~ (3)可计算塑衬长度与相对变形量的关系,如图 3 所示。
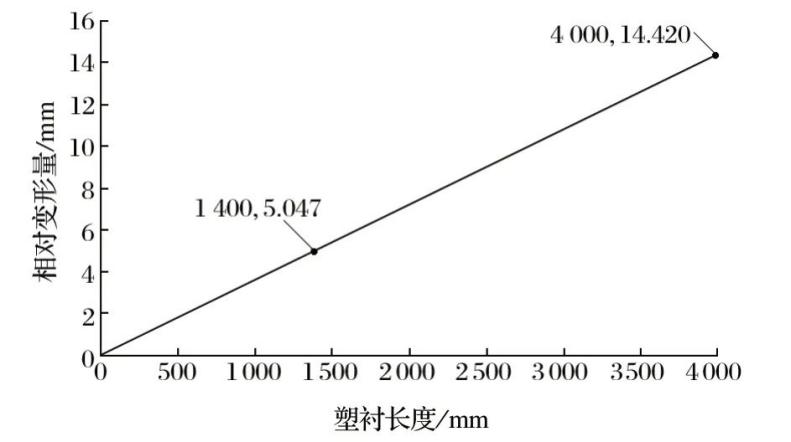
图3 塑衬长度与卷筒宽度的相对变形
3.3 选择与建议
在温升达到 35 ℃ 时,3.0、3.5 m 两种宽度规格的卷筒 (相当于塑衬长度为 3 000、3 500 mm) 的相对变形都大于 10 mm。按照现有标准规定和设计习惯,这必然会出现塑衬挤压挡绳板的现象 (见图 4)。挡绳板的设计主要考虑多层缠绕时钢丝绳对挡绳板的轴向推力,未考虑温升后塑衬对挡绳板的挤压作用。塑衬的挤压可能会导致挡绳板变形损坏,并对提升系统的安全造成不利影响。
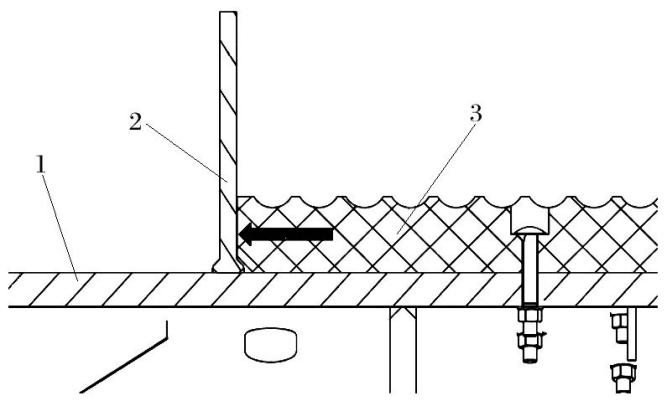
图4 塑衬膨胀对挡绳板的挤压
1.筒壳 2.挡绳板 3.塑衬
根据图 3,建议采用式 (4) 计算并确定塑衬长度的上极限偏差:

式中:A 为塑衬长度的上极限偏差,mm;L 为卷筒宽度,mm。
上极限偏差确定后,再根据提升机挡绳板及筒壳的具体情况确定下极限偏差。根据车间安装经验,推荐下极限偏差为 (A-2)~ (A-3)。
4 线膨胀系数对塑衬节距的影响
4.1 节距的设计及影响因素
钢丝绳在塑衬上的缠绕及塑衬节距如图 5 所示。钢丝绳在塑衬上缠绕,若节距过小,则钢丝绳绳圈之间易发生接触,加剧钢丝绳磨损;若节距过大,则影响缠绕的平稳性。JB/T 10994—2010《缠绕式矿井提升设备用塑料衬板》对节距进行了推荐,如表 2 所列。
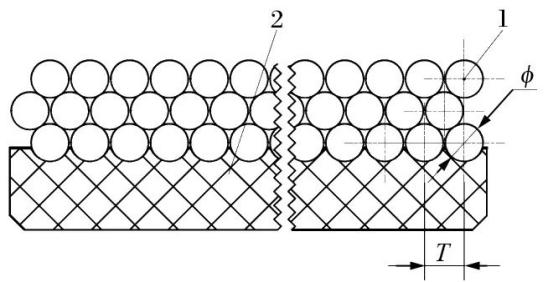
图5 钢丝绳的缠绕情况与塑衬节距
1.钢丝绳 2.塑衬
表2 推荐节距
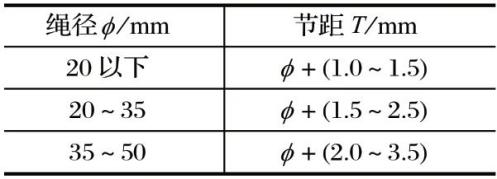
南非等国的相关规程规定缠绕式提升系统的绳槽节距

式中:a 为系数,一层以上缠绕时取 1.055~ 1.070;φ为钢丝绳直径,mm。
4.2 温度变化及节距变形量
塑衬节距是在绳槽压制完成后、在规定温度下测量的,将式 (5) 代入式 (1),可得:

式中:α塑 为工程塑料的线膨胀系数,本次计算取11.2×10-5/℃;Δt 为温度变化量,分别取 17 ℃ 和-18 ℃。
计算可得,温差为 17 ℃ 时,ΔT塑1=0.002 φ;温差为 -18 ℃ 时,ΔT塑2=-0.002 2 φ。
由此可得,在常用规格钢丝绳直径条件下,在温度变化时线膨胀系数对塑衬节距相对变形量的影响如表 3 所列。
表3 线膨胀系数对塑衬节距的影响

4.3 选择与建议
缠绕式提升机塑衬节距的设计,一般要大于钢丝绳的直径偏差。GB 8918—2006《重要用途钢丝绳》中 6.2.3.2 规定,“钢丝绳的实测直径,其偏差为:圆股,异形股。根据计算结果并经过与塑衬生产厂家讨论,建议在按照式 (5) 设计塑衬节距时,将系数 a 修正为 1.057~ 1.068;同时,建议厂家根据提升机所配套的钢丝绳型号考虑钢丝绳的直径偏差,来决定具体节距值。
5 线膨胀系数对塑衬宽度的影响
5.1 塑衬宽度的设计及影响因素
塑衬在卷筒上的分布如图 6 所示。通常,主要根据提升机的规格、塑衬根数、塑衬厚度等参数,来设计塑衬宽度 B 和b 的公称尺寸。
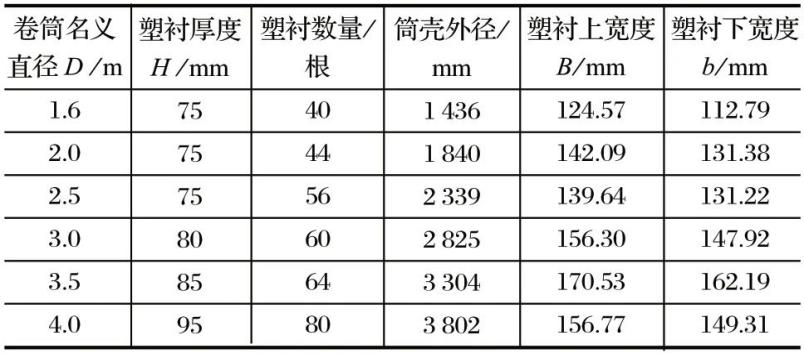
根据 JB/T 10994—2010《缠绕式矿井提升设备用塑料衬板》中规定的提升机规格、塑衬根数和厚度,计算 B 和 b 的公称尺寸,如表 4 所列。
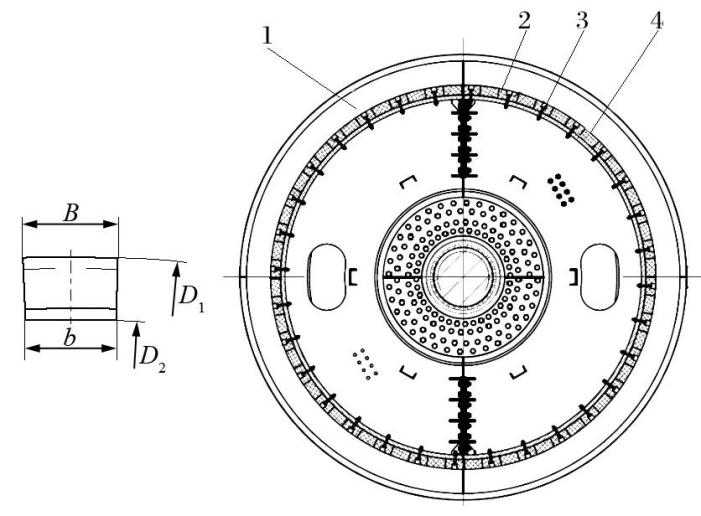
图6 塑衬在卷筒上的分布
1.挡绳板 2.塑衬 3.安装螺栓组件 4.卷筒筒壳
表4 不同规格的提升机所采用的塑衬参数
在宽度尺寸 B和 b 的公差设计方面,目前塑衬生产厂家在设计塑衬时,习惯将公差定为 提升机出厂前,塑衬在装配车间逐块安装到提升机卷筒上,为了保证排列紧密,安装时每块塑衬之间尽量压紧,最后一块塑衬需要进行修配。
5.2 温度变化及变形量
塑衬通常在车间内完成安装。塑衬如果在冬天安装,夏天时,则温升为 35℃,塑衬将发生膨胀变形。
线膨胀系数对塑衬宽度公差的影响分为两种情况,一种是单块塑衬的宽度变化;另一种是整个圆周方向累积塑衬的宽度变化。根据表 4 数值,利用式(3) 进行相关计算,可得塑衬宽度 B 和 b 的相对变形量如表 5 所列。
表5 线膨胀系数对塑衬宽度及卷筒圆周变形的影响

由表 5 可知,卷筒规格为 3.5 m 时,单块塑衬变形最大,上宽度 B 的相对变形量为 0.30 mm,下宽度b 的相对变形量为 0.28 mm;卷筒规格为 1.6 m 时,单块塑衬变形最小,上宽度 B 的相对变形量为 0.22 mm,下宽度 b 的相对变形量为 0.20 mm。提升机卷筒直径越大,塑衬的外圆周累积变形越大,4 m 规格提升机的塑衬累积变形最大,外圆周变形为 44.51 mm,内圆周变形为 42.4 mm。
5.3 选择与建议
目前塑衬生产厂家在设计塑衬时,习惯将塑衬宽度公差定为 。在塑衬安装时,装配车间反映安装及修配困难。根据表 5 所列,单块塑衬的变形量较小,但其在圆周上的累积变形量不可忽略。这个变形量可能导致塑衬的挤压变形,对卷筒和塑衬的使用寿命带来不利影响。
因此,建议生产厂家将该塑衬的宽度 B 和 b 的公差改为 同时,塑衬安装时,要保证各块塑衬之间留有均匀的间隙,避免温升以后塑衬膨胀出现相互挤压的现象。
6 结论
(1) 温度变化时,塑衬的长度变化与其尺寸线性相关。建议塑衬生产厂家按照式 (3) 来设计塑衬长度的上极限偏差,避免出现塑衬挤压挡绳板的现象。
(2) 生产厂家在设计塑衬节距时,将系数 a 进行修正,避免塑衬的节距偏小导致提升钢丝绳发生挤压,或者节距偏大出现钢丝绳缠绕不平稳的情况。
(3) 塑衬宽度公差建议改为。安装时各块塑衬之间的间隙应均匀分布,避免温升以后塑衬膨胀相互挤压。
需要指出,不同厂家生产的塑衬所采用的材料可能会存在区别,其应用的提升机具体规格和系统参数、钢丝绳种类及受力情况等也不尽相同。因此,塑衬厂家在设计塑衬公差时,应按照具体参数进行设计。