欢迎访问中实洛阳机械工程科技有限公司官网!








直联提升机电动机气隙不均问题及调整方法
发布时间:
2024-07-31
来源:
矿井提升机是矿山的重要设备,承担着矿物的提升、人员的上下、材料和设备的运送任务。随着矿山生产规模的扩大和技术水平的发展,矿井提升设备的能力加大,大型化设备数量增多,大型提升机特别是大型直联摩擦式提升机的需求比例大增。直联提升机的主轴与电动机转子锥套过盈配合连接,电动机为提升机的动力机构,其正常运行与否,直接关系到提升机的正常运行。一旦电动机发生故障,不仅会降低工作效率,甚至可能造成重大人员伤亡和经济损失。
1 直联提升机结构及不平衡磁拉力
1.1 大型直联摩擦式提升机结构
大型直联摩擦式提升机主要由主轴、摩擦轮、滚动轴承、轴承座、轴承盖、电动机等部件组成,如图1 所示。其中,提升机主轴与电动机转子的锥套过盈配合连接,主轴和电动机转子连成一体。电动机定子、转子之间的空隙为电动机气隙,气隙的调整也是电动机安装的重要环节。
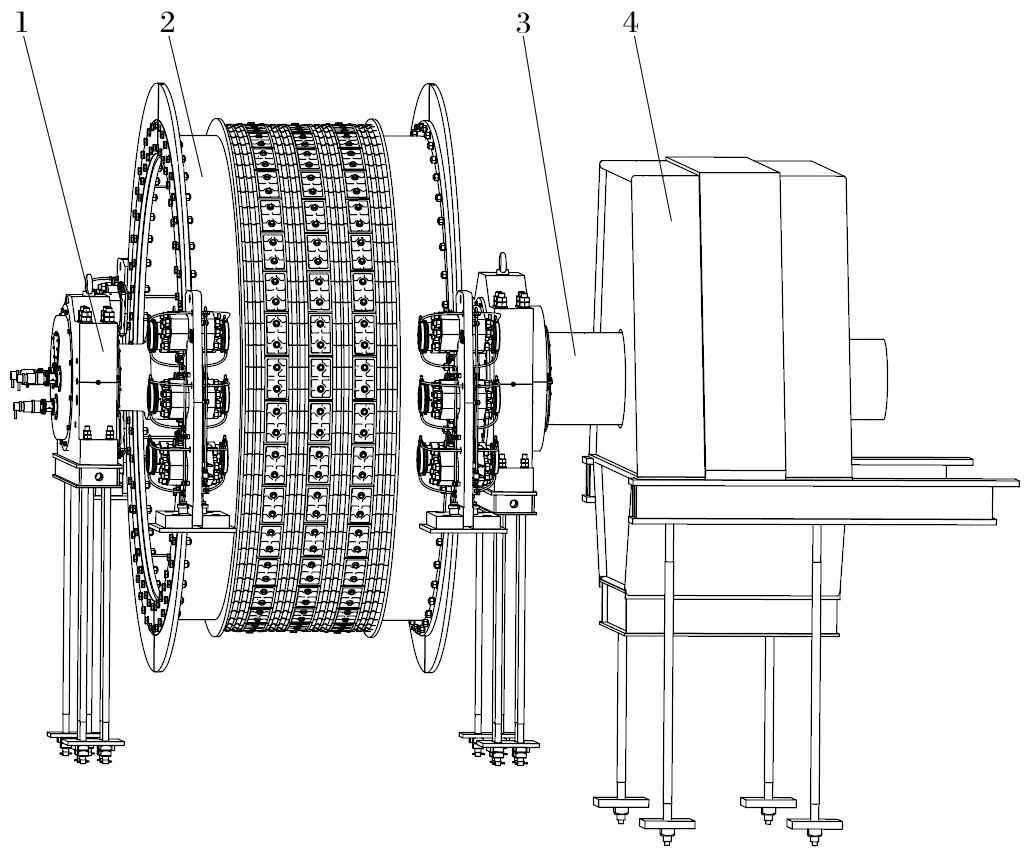
图1 大型直联式提升机的结构
1.轴承及轴承座;2.摩擦轮;3.主轴;4.电动机。
1.2 不平衡磁拉力的影响
理论上,提升机电动机磁场绝对均匀时,转子径向各点所受的磁拉力是均匀的,其合力为零。但由于生产过程、现场安装调整及测量误差等都会导致偏心,偏心必然会导致定子、转子气隙不均匀,从而产生不平衡磁拉力。
根据经验及其安装和运行要求,气隙不均值不能大于电动机气隙值的 10%。一旦气隙值不满足该要求,就会导致提升机在气隙小的方向上产生不平衡磁拉力,把提升机主轴和电动机转子拉向磁拉力大的一侧。该不平衡磁拉力,不仅会加速轴承的损坏,也会引起提升机的振动和噪声,造成提升机闸盘偏摆超差和电动机发热量增大。该不良影响发展到一定程度时,会引起定子、转子相摩擦,发生电动机“扫膛”事故,甚至烧毁电动机。
2 气隙不均与不平衡磁拉力
2.1 研究现状
刘志珍等人对异步电动机不平衡磁拉力计算的几种公式进行了推导,并引入经验系数 β,提出了一种新的不平衡磁拉力计算公式,通过计算实例与其他方法对比,证明了所得公式的正确性。Faiz 等人利用有限元方法分析了感应电动机在动态偏心和静态偏心的磁场特性,发现主齿谐波变频带可以有效预测转子偏心及偏心类型。Pillai 等人建立了考虑不同转子位置的不平衡磁拉力表达式,提出了一种解析公式并与二维有限元分析方法作对比,验证了方法的合理性。黄彪对不平衡磁拉力进行了计算,并利用 Maxwell 软件对不平衡磁拉力进行求解分析,并给出了减小不平衡磁拉力的解决措施。党文娟研究了不平衡磁拉力与电动机转矩的理论计算,给出了非线性解析表达式。电动机在运行中引起不平衡磁拉力的原因较多,产生不平衡磁拉力的机理也非常复杂。研究发现,不平衡磁拉力与转子偏心有密切的非线性关系。虽然现阶段已经有很多学者给出了不平衡磁拉力的非线性解析表达式,但因采用的假设和简化方法各不相同,得到的磁拉力表达式也不尽相同,各个表达式具有不同的适用环境。
电动机单边磁拉力是指因电动机磁场的不均匀分布而产生的力。国内传统设计中,单边磁拉力的计算一直沿用文献 [9]和 [14]中的公式。单边磁拉力
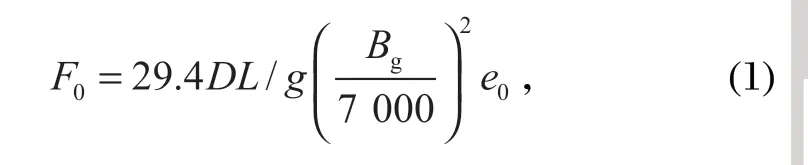
式中:F0 为单边磁拉力,N;D 为转子外径,cm;L为磁场作用长度,即指磁场作用的长度范围,cm;g为电动机气隙值,cm;Bg 为磁感应强度,即单位面积上磁通量的大小,Gs;e0 为偏心量,cm。
现在,电动机厂计算低速电动机初始单边磁拉力时,一般根据经验,按电动机定子、转子间的气隙偏差为 10% 进行计算。则上式中
 式(1) 可简化为
式(1) 可简化为

2.2 气隙的安装调整
现场安装提升机时,一般先安装提升机主轴装置,之后再安装电动机。安装电动机时,先将电动机转子安装到提升机主轴上,再将定子安装就位。安装定子时,应按厂家提供的图纸资料中规定的要求,调整转子与定子间隙。
因为提升机主轴机械自重及电动机转子自重会对提升机主轴产生一定的挠度,但这两部分自重产生的挠度在电动机安装时就已经存在;而定子气隙已按当时转子位置为基准进行调整,不会对定转子之间的气隙产生附加影响。
一般提升机在电动机安装调整后、正式运行前,才悬挂钢丝绳。提升钢丝绳绳重、容器重及载荷重这三部分载荷,均通过钢丝绳作用在提升机摩擦轮上,这些统称为钢丝绳张力。钢丝绳张力会在提升机主轴的电动机端产生挠度,且张力会影响提升电动机定子、转子之间的气隙;因此,在电动机安装及调整气隙时,需要在钢丝绳张力产生挠度的方向,即与钢丝绳出绳方向相反的方向上预留气隙。井塔式提升机和落地式提升机钢丝绳张力作用在提升机上的方向不同,预留气隙的方向也不同,如图2、3 所示。在提升机挂绳后再次测量电动机气隙,如果气隙值不满足要求,则需再次调整,直到气隙合格为止。
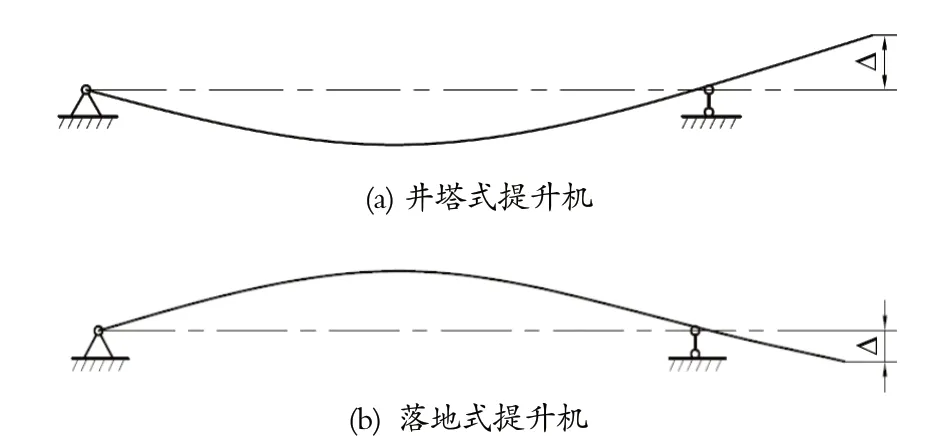
图2 钢丝绳张力引起的气隙变化
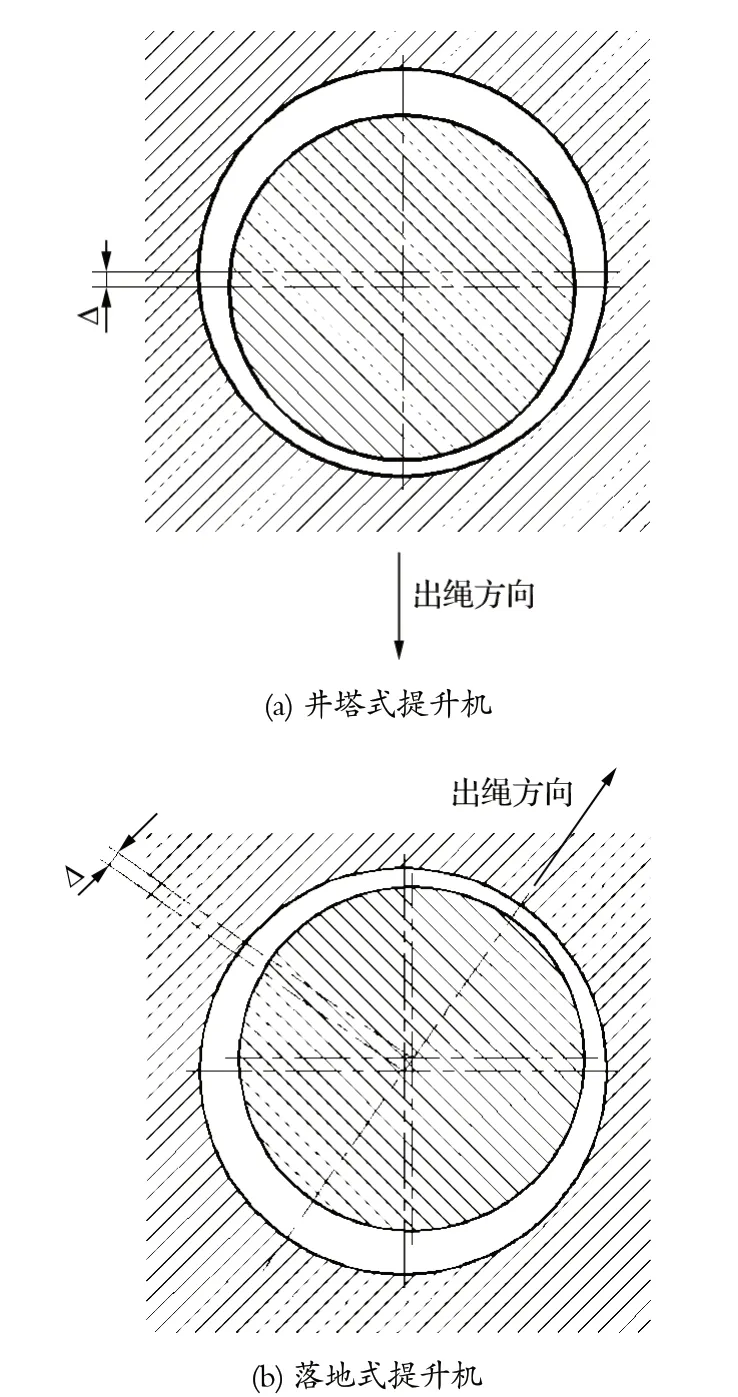
图3 两类型提升机的预留气隙
3 提升机气隙不均的案例分析
以某现场为例,该设备为 JKMD-4×4ZⅢ 型多绳摩擦式提升机,钢丝绳直径为 φ 42 m m,提升速度为 8.8 m/s;电动机为直流电动机,型号为ZKTD250/75,功率为 1 800 kW,转速为 42 r/min。
3.1 气隙不均问题概述
在检修时,用户发现该电动机转子与定子之间存在气隙不匀现象,问题出现已有一年多。用户担心该问题继续发展会影响到提升机正常运行。我公司技术人员到达现场后,观察到该提升机转子在励磁通电和励磁退电时存在较为明显的气隙变化,目测变化量为 2~ 3 mm,如图4 所示。电动机在启动后平稳运行中,气隙无明显的变化。技术人员初步怀疑电动机定子、转子的松动或位移导致气隙变化,也有可能在初次安装时气隙未调整均匀。
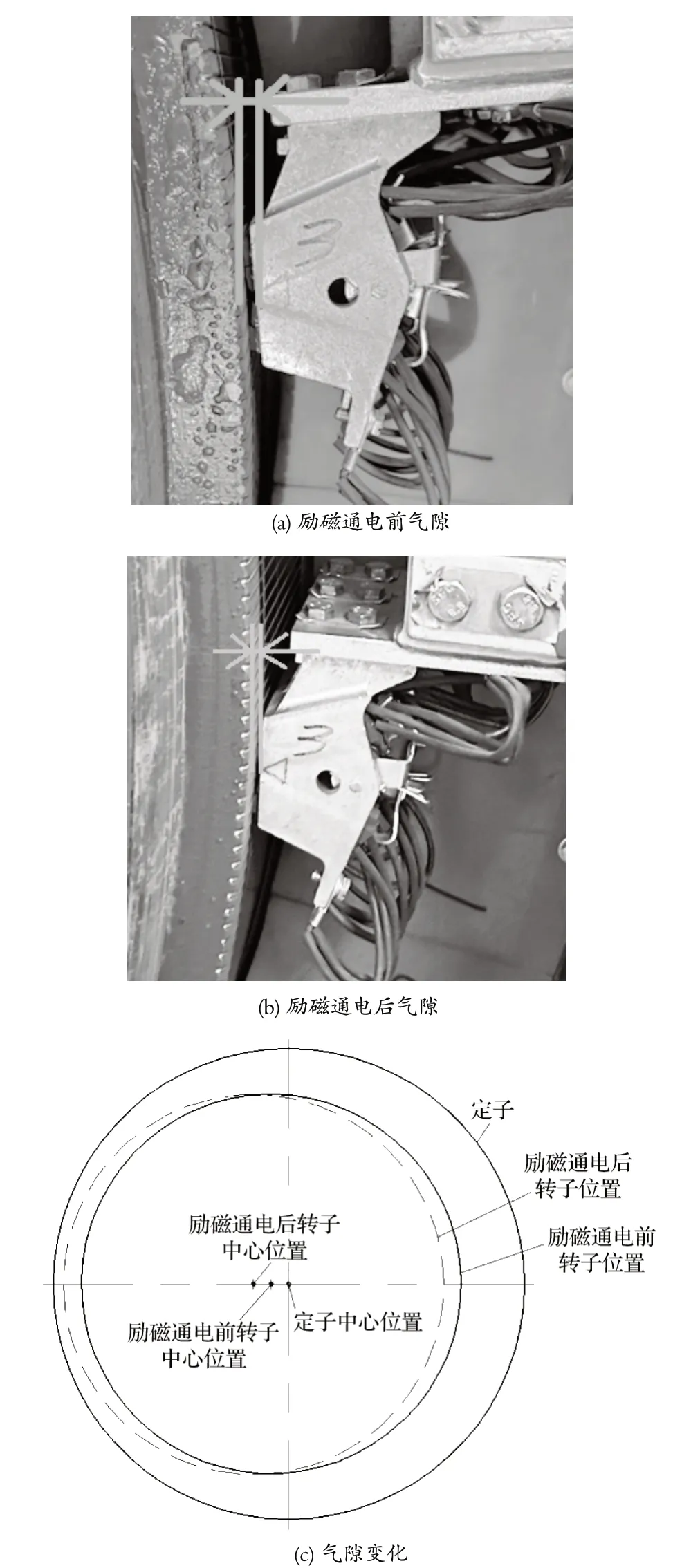
图4 励磁通电前后气隙的变化
3.2 测量气隙与查找问题
3.2.1 测量气隙与排查原因
拆除电动机外保护罩,用塞尺检查电动机定子、转子之间的气隙。使用长塞尺,在定转子圆周上均匀间隔测量气隙,且要求内外两侧均使用塞尺测量并记录。结果表明,气隙存在不均,气隙最大为 10.3 mm,最小为 4.4 mm;定转子之间气隙的变化方向,与因气隙变小励磁产生移动的方向大概一致。
检查以下事项并查找问题:检查电动机与基础底座的连接螺栓是否松动,电动机磁极与电动机定子壳体连接是否松动,提升机各个部位连接螺栓及楔铁是否松动。对上述问题逐一检查,均未发现问题,排除提升机在运行过程中,因定子松动产生位移而造成的气隙变化。
3.2.2 使用百分表测量位移
提升机电动机在励磁通电时,存在肉眼可见的转子位移,需要采用百分表测量转子位移量。同时,在电动机与提升机之间主轴架设百分表,观察主轴是否发生位移及位移量;在电动机转子尾部已观察到位移最大的方位上,以及在主轴轴承和电动机之间,架设百分表,方位与电动机转子尾部百分表相同;在电动机定子也架设百分表。百分表安装调整好后,进行励磁通电。当电动机励磁通电时,记录各百分表数据如下:主轴轴承与电动机之间产生 0.12 mm 位移,转子尾部产生 4 mm 位移,且两位移方向一致;电动机定子未发生位移。
4 原因分析及调整方法
4.1 原因分析
初步判断气隙不均的原因为在安装提升机时气隙未按要求调整。电动机因气隙严重不均产生的不平衡磁拉力过大,造成提升机主轴“吃掉”轴承游隙,导致主轴及转子端部经杠杆原理放大产生较大位移;因此,需要调整定子、转子间的气隙。经查阅资料,该电动机气隙值为 7 mm,要求气隙偏差不大于气隙值的 10%,即为 0.7 mm。调整后,应保证其气隙偏差不超过 0.7 mm。
4.2 调整方法
因电动机转子与提升机主轴共轴,经检查提升机的安装符合要求,因此不能调整提升机来调匀气隙,电动机定子通过 6 根螺栓与电动机底座连接,可以通过调整定子位置来达到调匀气隙的目的。定子位置调整流程如下:
(1) 划线标记电动机定子现位置,记为原始位置;
(2) 将定子向气隙小的方向 (出绳方向) 移动约 3 mm;
(3) 拆除定子与底座间的定位销,松开定子与底座间的螺栓;
(4) 利用天车将电动机定子稍稍吊起,采用千斤顶配合,将电动机顶向气隙小的一方约 3 mm;
(5) 利用塞尺测量气隙,根据测量值再次调整,直到气隙满足要求为止;
(6) 气隙调整均匀后,将螺栓按要求拧紧力矩紧固;
(7) 气隙验证。调整后,最终最小气隙为 6.6 mm,最大气隙为 7.4 mm,满足标准气隙的要求。再次同时在提升机主轴轴承与电动机间、提升机转子电动机尾部、电动机转子架设百分表,进行励磁通电,记录百分表数据如下:主轴传动轴承端产生 0 mm 位移,转子尾部产生 0.16 mm 位移,电动机定子未发生变动。这说明调整方法正确有效。