欢迎访问中实洛阳机械工程科技有限公司官网!








浅析多绳摩擦式提升机绳槽测量及车削工艺
发布时间:
2024-01-08
来源:
摘要: 钢丝绳槽作为摩擦式提升机的关键部件,其日常维护是矿山提升设备维护工作的重要内容。本文主 要从多绳摩擦式提升机实际维护工作出发,简要论述多绳摩擦式提升机绳槽的日常维护方法。
摩擦式提升机可以上提和下放物料, 其主要依 靠钢丝绳与摩擦轮衬垫之间的摩擦力。多绳摩擦式 提升机摩擦轮与绳槽衬垫间的摩擦力分布遵从欧拉 公式,即:
S1 ≤ S2 eµαR (1)
式中, S1、S2 分别为摩擦轮两侧瞬时最大和最小 张力,N; μ 为衬垫的摩擦系数; αR 为在 S1、S2 作用 下围包弧内的蠕动弧。
在提升系统实际运行中,摩擦衬垫必须与钢丝 绳之间有足够的摩擦系数,以防止在提升过程中产生 滑动失效,进而造成绳槽过快磨损。因此,对绳槽定 期进行必要的检查和维护就成了保证提升系统正常运 行,延长衬垫使用寿命的重要一环。
1 绳槽的测量
为了及时掌握摩擦轮绳槽衬垫的磨损情况,必 须定期检查摩擦轮绳槽深度情况,这就需要对绳槽进 行定期的测量。一般测量绳槽深度的方法是采样测量, 即在绳槽圆周上根据卷筒直径大小,选择合适的等间距对整个绳槽进行抽样测量,其示意图如图1所示。
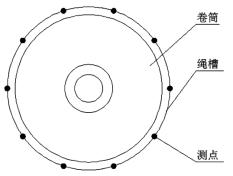
图 1 采样测量基准示意图
由于矿井提升机现场作业环境恶劣,绳槽衬垫 表面一般不太平整,因此采样测量前需要先确定一个 测量基准,如图 2 所示。测量时以基准为基础,分别 为每个绳槽的所有测点进行逐一测量,并记录每个测 点的测量数据。将每个绳槽的所有采样点测量完成后, 对单个绳槽采样数据进行平均,即可得到该绳槽在 整个圆周上的包括基准高度在内平均深度,具体算法如 表 1 所示。根据各个绳槽的均值,确定单个绳槽的平 均深度差值情况,再根据各个绳槽的平均深度差值,即可得知绳槽深度偏差,从而为绳槽的日常维护、绳 槽衬垫的车削及更换提供较为可靠的数据支撑 [1]。
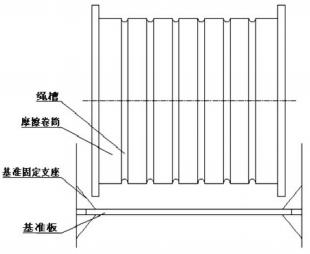
图 2 测量基准的确定
表 1 绳槽平均深度计算数据
|
绳槽编号 |
1# 2# 3# |
4# |
5# 6# |
|
采样点 1# 采样点 2# 采样点 3#…均值 |
C1 C2 C3…∑ C/N |
D1D2D3…∑ D/N |
E1E2E3…∑ E/N |
2 绳槽的车削
根据金属非金属矿山相关规程要求,摩擦式提 升机卷筒绳槽深度偏差不得超过 0.8 mm。其实,在 实际系统运行中,这个要求是非常高的,能够达到各 个绳槽之间的深度偏差为 0.8 mm 是非常不容易的。 为了保证摩擦式提升机绳槽深度符合要求,必须对绳 槽进行定期的车削处理 [2]。绳槽车削时一般按照以下步骤进行。
2.1 归圆
归圆就是根据各个绳槽深度偏差测量情况,对磨 损最深的绳槽先进行车削。车削时进刀量保持在0.5mm左右。经多次进刀后,在绳槽底部整个圆周上都有刀痕, 即认为该绳槽在整个圆周上深度一致,归圆作业结束。
2.2 整体车削
以归圆后绳槽的深度为基准,依次对剩余绳槽 进行车削,最终实现所有摩擦绳槽深度一致。由于在 实际车削时,车刀本身存在安装、加工等不可避免的 误差,因此在基准绳槽深度与被车削绳槽深度比较接 近时(0.5 mm) ,需要缓慢进刀, 每次以 0.2 mm 为 宜,且每进完一刀必须对被车削绳槽深度情况进行测 量 [3]。测量时,为了提高效率,可在卷筒圆周范围内 选择每隔 90°采样测量,最后取其均值进行对比。 直到测量结果与基准绳槽深度一致,即该绳槽车削工 作结束,进入下一个绳槽开始车削。车削时,卷筒旋 转速度控制在 1 ~ 2 m/s 为宜,速度过快和过慢都不 利于获得精度较高的绳槽表面。速度过高,易出现“啃” 肉现象。速度过慢又会造成效率过低等不足。
3 结论
多绳摩擦式提升机主卷筒各绳槽直径误差,直 接关系到提升首绳的张力平衡,同时也是影响绳槽衬 垫使用寿命的关键因素,是摩擦式提升机日常设备维 护工作的关键所在。本文结合实际,介绍了摩擦式提 升机卷筒衬垫日常维护中的车削和测量等工艺方法, 从而为同行开展日常设备维护提供有效借鉴。
上一页
下一页
上一页
下一页